Flushing Rings
Here we have some great examples of Flushing Rings ready for despatch to our…
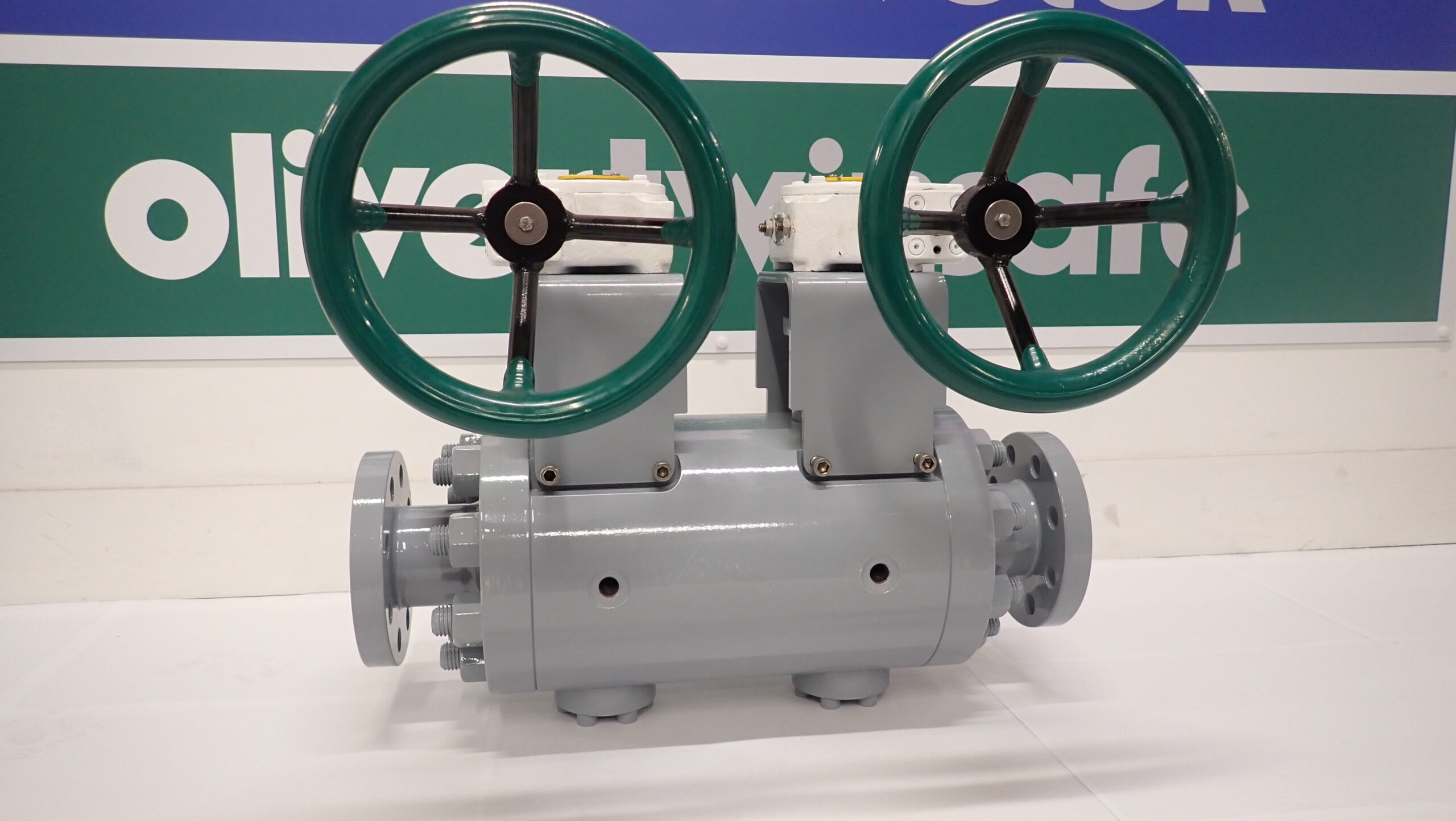
Read MoreThe Fife LNG plant at Mossmorran, operated by SHELL, can provide a challenging environment for any high-pressure valve, but when a need arose for a number of ANSI class 300 DBB valves with a high operating temperature range, few manufacturers could meet the requirements.
The requirement for ANSI 300 class, 2” DBB valves suitable for a temperature range from -50°C up to +350°C would force the designers at Oliver Twinsafe to completely rethink the sealing technology used in their double block and bleed ball valves.
An additional layer of complexity, on top of this already challenging application, came with the requirement to meet the demanding MESC 77/300 design validation test that includes fugitive emission testing
The actual ball sealing was readily achieved as Oliver Twinsafe already manufactures a wide range of metal seated valves, dispensing with any elastomeric seals completely. But even here special attention was needed in relation to the ball and seat materials, especially the tungsten carbide coating required to ensure long service life. For zero and low through seat leakage requirements, such as this application, porosity control of the Tungsten Carbide coating is of paramount importance. Other sealing sites throughout the valve would prove more challenging, especially the dynamic sealing requirements for the operating stem used to rotate the ball.
Industry standard stem seals, for more challenging applications usually made from Graphite, PTFE or PEEK, see a rapid degradation in their mechanical and physical properties at temperatures above 180°C. Searching for seals that can function across the required temperature range, Oliver’s R&D team turned to one of the world’s leading elastomer manufacturers who suggested a high-performance specialist polymer solution usually associated with jet engine technology.
Although now armed with a suitable material, turning this into an effect seal still remained elusive. The Oliver Twinsafe designers and R&D team worked through many traditional configurations, with limited success; the only answer was to design a completely new stem seal arrangement in house.
The decades of knowhow in the Oliver team and a rigorous testing led development process, eventually came up with, a now patented, stem seal design that delivered fugitive emission leak rate B across the full temperature range required also passing the MESC 77/300 design validation test.
A combination of experience, innovative design, class leading R&D, and the drive to meet the most challenging applications makes Oliver Twinsafe one of the world’s leading valve manufacturers.
For further information contact Rob Porter at rporter@valves.co.uk or simply call us on +44 1565 632636. Or visit us at https://www.valves.co.uk/twinsafe/

Here we have some great examples of Flushing Rings ready for despatch to our…
Read More
Here we have some great examples of Oliver Twinsafe using a Faro CMM arm…
Read More
In response to escalating demand and projected growth over the next half-decade, our company…
Read More© Copyright 2024 Oliver Valves Ltd