The recently qualified Oliver Valves ½” Bore Topside Manual Gate Valve has provided our client and end-user with a solution for use in an industry-first high-pressure development in the Gulf of Mexico.
The Challenge:
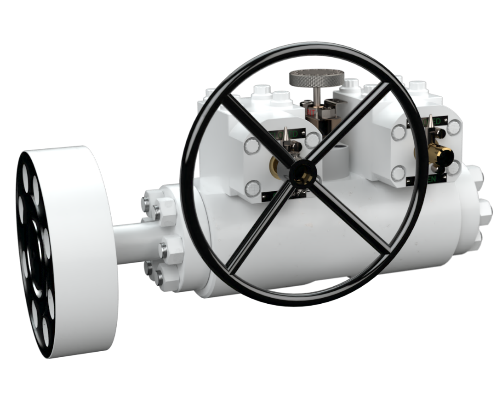
The project required 20ksi DBB Isolation for vents, drains and chemical injection points around the TUTA (Topside Umbilical Termination Assembly), Boarding Valves and Production Manifold. Process operating pressures were expected to be around 16,500psi. A fully rated API 20k valve as required by the customer’s specifications. Small-bore instrumentation needle or ball valves were available to the customer at working pressures of 20,000psi but a full through bore gate valve, such as the one above, was a new market requirement:
- Fully rated PR2 Tested API 20,000psi
- Fire Safe & NACE Compliant
- Process Connection – Compact Flanged
- Instrument Connection – Cone & Thread
- High Alloy Construction
- ½” Bore
- Gate Isolation with Needle Vent because ball deflection had been noted as an issue by the customer with high-pressure ball valves.
Our Challenge:
As the supplier of choice, Oliver’s were required to design and build a valve very quickly to meet the strict application and the project timeline. All of the considerations below had to be met:
- Conceptual Design and Engineering Calculations
- Arrangement Drawings
- Size & Weight Considerations
- Detailed Bill of Materials
- FEA Analysis
- PR2 Testing
- Fire Testing
- 3rd Party Witness testing
- Customer approval of all test documentation, procedures and FEA
- Prototype; Procurement of materials, Machining, Assembly, Development
- Only a complete, fully tested, and the qualified valve would allow production to begin. Any miscalculation could delay the delivery of the valves and causes serious project impacts. This was roughly 12-months from start to finish.
- Design that would meet BSEE requirements
- Customer confidence
Solution:
Oliver Valves and their master distributor, AWC Inc, have been a long-time trusted supplier to this customer. They have demonstrated experience in project execution, quality, and specifically the desired technology to meet the requirements of this project. The Oliver Valves team were able to meet and exceed all of the customers’ requirements. Collaboration with the customer from an early stage in the project resulted in a mutually beneficial solution.
The Result:
Oliver Valves will be supplying multiple ½” Manual Gate Valve DBB’s to a Gulf of Mexico Project. In this project application, the ½” Gate Valve DBB will be used to drain the 20,000psi rated pipework surrounding the large boarding valves on a semi-submersible floating production unit. First oil is anticipated 2024. The high-pressure rating of this design allows our clients and end-users alike to access other high-pressure resource opportunities across the industry.
- Working Pressure:20,000psi (1379 bar)
- API 6A 21st Edition Appendix F PR2 Compliant.
- Independently Witnessed and Approved Qualification.
- Qualified Temperature Range -29oC to 121oC operable.
- ½ Turn Manual Operation.
- It can be offered in a single isolate or DBB format utilising a 20Ksi OS&Y Vent.
- Qualified in ASTM A182 F55 with UNS N07718 & N06625 Trim.
- Fire Tested Following API 6FA 5th
Please Contact Oliver Valves Ltd on www.valves.co.uk or sales@valves.co.uk for further information. Our business is trusted globally by all the major Oil & Gas operators for our Reliability Under Pressure and our It CAN Be Done approach to client challenges.